激光焊接是一种精密连接技术,利用聚焦激光束熔化并融合材料,主要是金属和热塑性塑料。它以能够形成窄而深的焊缝且热影响区 (HAZ) 最小而著称,这使其成为现代制造业的基石。由于其效率高且易于自动化系统应用,该工艺广泛应用于汽车、航空航天、电子和医疗器械制造等领域。使用领先的有限元分析 (FEA) 软件 Abaqus 模拟激光焊接,工程师能够预测温度分布、应力场、变形和残余应力等结果,从而优化设计而无需物理原型。本文探讨了 Abaqus 中的模拟过程、理论基础和实际应用,为 工程师和研究人员提供参考。
激光焊接简介
激光焊接是一种利用聚焦激光束熔化并连接各种材料(通常是金属或热塑性塑料)的技术,焊接精度极高。它能够形成牢固、清洁且变形极小的焊缝,广泛应用于汽车和航空航天等行业。该工艺以其高效而闻名,是小规模精密加工和大规模生产的理想选择。
激光焊接的类型
激光焊接包含多种模式,每种模式都针对特定的应用:
连续波 (CW) 激光焊接: 这种方法采用稳定的激光束,适用于深熔焊接。它通常用于大批量应用,焊接速度更快,尤其适用于较厚的材料。例如,它是需要牢固接头的汽车部件的理想选择。
脉冲激光焊接: 该技术的特点是脉冲长度为毫秒,非常适合薄型材料,例如剃须刀片或精密电子元件。它可以降低孔隙率和飞溅,从而提高焊接质量,但可能会在铝合金等合金中引发热裂纹,因此需要谨慎选择参数。
激光混合焊接: 这种方法将激光束焊接与电弧焊(例如气体保护金属极电弧焊 (GMAW))相结合。激光可提高焊接速度,而电弧则提供熔融金属,从而提高填充和接头强度。它具有更大的定位灵活性,比单纯的 GMAW 焊接速度更快,并且减少了咬边,非常适合用于复杂的组件。
远程激光束焊接: 在该技术中,激光束通过激光扫描仪沿焊缝移动,机械臂不跟随焊缝移动。该技术速度更快、精度更高,尤其适用于处理复杂的几何形状,在现代自动化生产线中越来越受欢迎。
激光焊接的优势
激光焊接具有显著的优势,增强了其在各个行业的应用:
高精度:聚焦激光束可实现窄而深的焊接,确保接头清洁、准确,这对于精密工程应用至关重要。
最小热影响区 (HAZ):集中的能量可最大限度地减少热变形,保持基材的机械性能,这对于精密或热敏感的组件至关重要。
多功能性:它可以焊接多种材料,包括碳钢、高强度低合金 (HSLA) 钢、不锈钢、铝和钛,并且能够连接不同的金属,扩大设计可能性。
焊接速度高:促进快速生产率,提高制造环境的吞吐量。
减少变形:与电弧焊等传统方法相比,较低的热应力可减少翘曲,确保尺寸稳定性。
自动化友好:可轻松集成到机器人系统中,支持一致的大批量生产,提高效率并降低劳动力成本。
无需 X 射线或真空:与电子束焊接不同,它在露天操作不会产生有害辐射,从而提高了安全性和可达性 。
激光焊接的数学理论
激光焊接背后的理论涉及对传热和材料行为的理解。研究表明,基于傅里叶-比奥方程的热传导模型有助于预测温度分布,而多物理场模型则可以解释流体流动和相变。这些问题通常使用有限元法 (FEM) 软件进行求解,高斯或双椭球等热源模型可以提高精度。
在 Abaqus 中模拟激光焊接
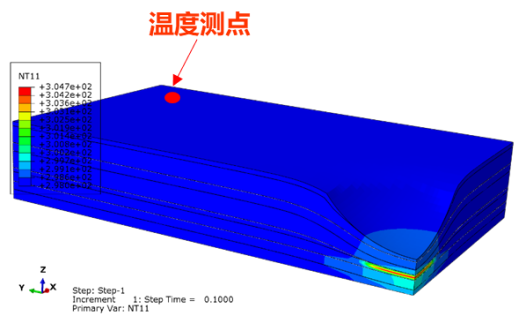
在 Abaqus 中模拟激光焊接需要建立一个具有温度相关材料属性(例如热导率和比热容)的模型。Dflux 子程序定义热源,例如圆柱回旋正则 (CIN) 模型,该过程包括焊接和冷却步骤。这可以分析热分布、应力和变形,从而有助于优化焊接参数。
模拟激光焊接具有以下几个优点:
预测分析:了解工艺参数(例如激光功率、光束半径、焊接速度)如何影响焊接质量。
优化:确定最佳参数,以最大限度地减少变形和残余应力,同时确保焊接牢固。
节省成本和时间:通过虚拟验证设计减少对物理原型的依赖。
复杂几何形状:模拟难以通过实验测试的复杂形状和材料的焊接。
Abaqus 特别适合这项任务,因为它具有强大的耦合热机分析能力和 DFLUX 等用户定义子程序,这对于焊接模拟中的热源建模至关重要。
Abaqus 中激光焊接仿真的步骤
根据行业标准实践,在 Abaqus 中模拟激光焊接涉及几个关键步骤:
模型设置
创建要焊接的组件(例如,板或管道)的 3D 模型。
使用适当的元素类型进行热分析,例如 DC3D8(8 节点线性传热砖元素)。
确保网格足够细,以便准确捕捉焊接区域附近的热梯度,同时又足够粗,以控制计算时间。例如,在熔池附近使用更细的网格对于捕捉陡峭的热梯度至关重要,而对于较远的区域,可以使用更粗的网格来优化计算效率。
材料特性
密度
热导率
比热
热膨胀
弹性特性
塑料特性
定义工件材料(例如不锈钢或钛)的温度相关材料特性。
主要属性包括:
这些特性对于加热和冷却阶段的准确热和结构分析至关重要。
示例:对于不锈钢(SA240),可以使用 Excel 文件或直接在 Abaqus 中将属性作为温度函数输入,确保模型反映不同温度下的真实材料行为。
热源定义
这里:
焊接路径和速度
边界条件
分析步骤
焊接过程:模拟激光束产生的加热(例如,绕管道一圈需要 6.283 秒)。
冷却过程:模拟冷却至室温(例如,1000 秒),捕捉残余应力的发展。
设置耦合温度-位移步骤:
确保时间增量足够小,以捕捉焊接过程中的快速热变化,对于激光工艺通常以毫秒为单位。
运行模拟
后期处理